应用案例
以下为大齐科技在各行业积累的定制视觉检测成功案例。每个方案均从客户实际需求出发,提供光学方案设计、算法开发与整机集成的一站式服务。
汽车后视镜外观缺陷检测
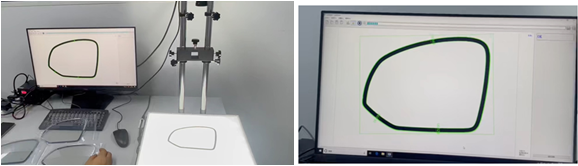
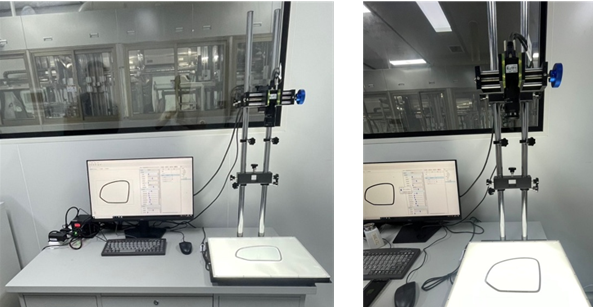
针对约220mm×140mm弧面镀膜后视镜,采用2000万像素相机+25mm FA镜头,在476mm工作距离下实现大视野高精度自动检测,精准测量外形尺寸与镀铬环宽度。
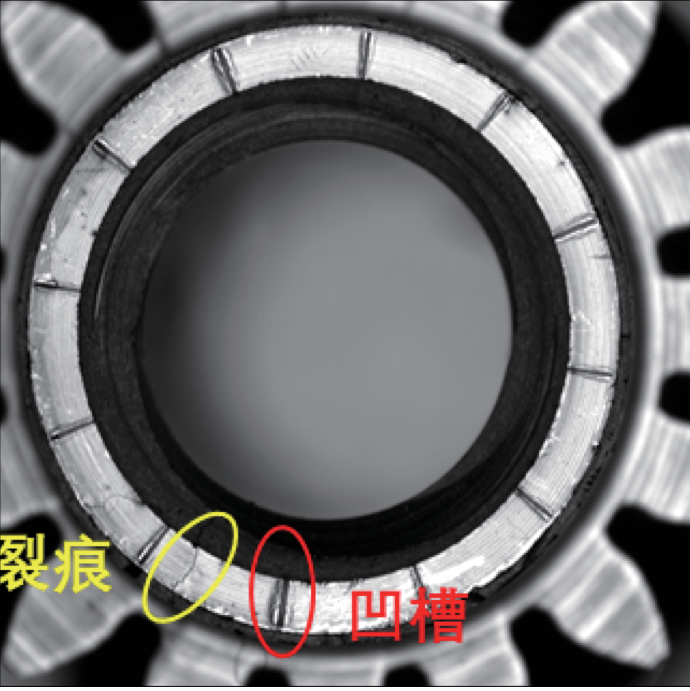
齿轮裂痕检测
基于AOPS自动光学检测系统,通过产品图像与模板匹配技术,快速准确检测齿轮表面裂痕缺陷,有效区分裂痕与加工痕迹,防止不良品流出。
案例详情
汽车后视镜外观缺陷检测
基于 AOPS 自动光学检测系统,实现弧面镀膜后视镜的高精度外观尺寸全自动检测
产品描述
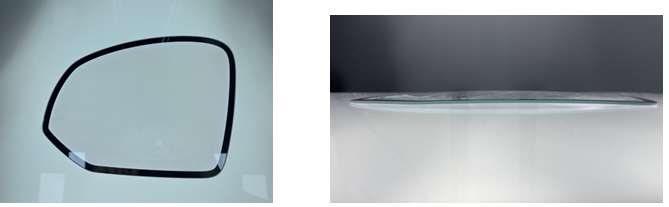
检测对象为汽车外后视镜镜片组件,尺寸约 220mm × 140mm,主体为弧面玻璃面板,边缘装配有镀铬装饰环。产品外形呈不规则轮廓,镜面具有高度反光特性。该产品为汽车外观关键部件,对尺寸一致性与外观质量要求极为严格。
检测项目
根据客户品质要求,本案例需完成以下核心检测项目:
外形尺寸测量
对后视镜玻璃面板的长、宽及轮廓进行全尺寸测量,确保外形尺寸在公差范围内。
镀铬环宽度检测
在圆周方向 6 个以上关键位置测量镀铬装饰环的宽度,保证外观一致性。
测量难点
检测效率低
客户当前采用人工卡尺测量,单件需耗时约 3 分钟,无法适应大批量在线全检需求,成为产线瓶颈工序。
弧面反光干扰
后视镜玻璃弧面导致镜面反射严重,常规打光方案极易产生高光过曝与边缘模糊,无法准确提取轮廓边缘。
动态检测姿态
在线检测时产品可能发生微小的放置偏移与角度偏转,算法需具备姿态自适应能力,确保不同姿态下测量结果一致。
多位置高精度
镀铬环宽度需在圆周多个位置同步测量,且各位置偏差需控制在极小范围内,对算法定位精度要求极高。
解决方案
| 相机 | 2000 万像素高分辨率工业相机,全局快门,确保弧面成像清晰无拖影 |
|---|---|
| 镜头 | 25mm FA 工业镜头,兼顾大视野与边缘分辨率 |
| 光源 | 白色平行背光源,有效抑制弧面反光,获得稳定高对比度轮廓 |
| 工作距离 | 476 mm |
| 视野范围 | 250 mm × 167 mm |
| 像素精度 | 0.05 mm/pixel |
核心算法方案
1. 镀铬环宽度测量——采用"平缓区域直线拟合"算法:在镀铬环的平面过渡区域,通过边缘检测提取轮廓点,对平缓区域进行最小二乘法直线拟合,以拟合直线的间距作为镀铬环宽度,有效规避弧面区域的曲率变化对测量精度的影响。
2. 外形轮廓检测——使用专用缺陷检测工具(Defect Tool)对产品边缘轮廓进行比对分析,自动判定外形尺寸是否在公差范围内,并识别缺口、毛刺、变形等外观缺陷。
实测效果
齿轮裂痕检测
基于 AOPS 自动光学检测系统,通过模板匹配快速识别齿轮裂痕缺陷,有效区分裂痕与加工痕迹
产品描述
检测对象为精密齿轮零件,是机械传动系统中的核心部件。齿轮在加工和热处理过程中,表面可能产生微裂纹或裂痕等缺陷。这些缺陷若不及时发现,将导致齿轮在使用中发生断裂失效,严重影响设备安全性和可靠性。因此,需要对齿轮进行100% 全检,确保每一件出厂产品均无裂痕缺陷。
检测项目
根据客户品质要求,本案例需完成以下核心检测项目:
齿轮表面裂痕检测
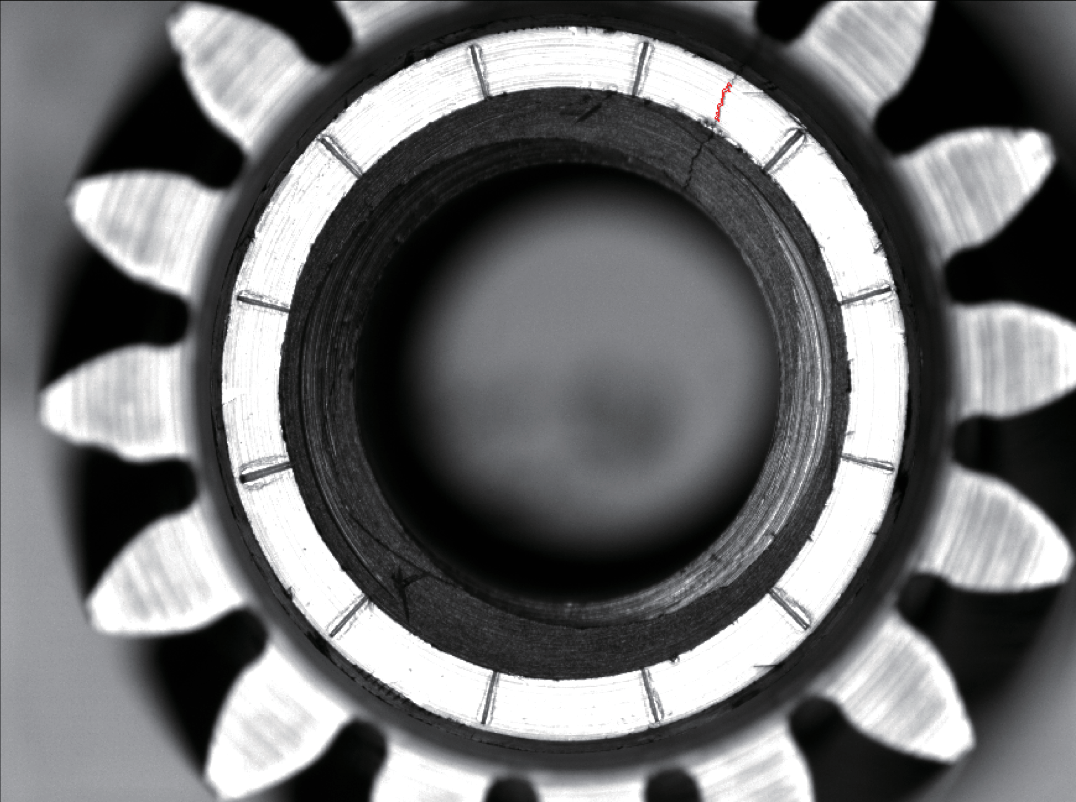
对齿轮各齿面及端面进行全面扫描,快速识别表面裂痕缺陷,深色区域判定为裂痕。
裂痕/加工痕迹区分
通过图像处理算法区分真正的裂痕与正常加工痕迹(浅色区域),避免误判导致良品报废。
测量难点
裂痕特征微弱
微裂纹宽度通常仅数微米至数十微米,在常规光照条件下对比度低,极易漏检。要求光学系统具备高分辨率成像能力。
加工痕迹干扰
齿轮表面存在车削、磨削等加工纹理,其形态与裂痕相似。如何准确区分加工痕迹与真正裂痕是算法核心难点。
齿轮表面曲率复杂
齿轮齿面为渐开线曲面,各点曲率不同,打光时易产生阴影与反光不均匀,影响缺陷成像一致性。
大批量全检效率
客户要求产线 100% 全检,传统人工目检速度慢、一致性差,无法满足高效生产节拍需求。
解决方案
| 检测系统 | AOPS 自动光学检测系统(Automatic Optics Program System) |
|---|---|
| 光源 | OPT 同轴光 + 环形光源组合,增强裂痕对比度 |
| 光学模组 | 高分辨率镜头 + 工业相机 + 定制光源,形成稳定的光学成像链路 |
| 治具范围 | 350 mm × 350 mm(l × w) |
| 运动速度 | 400 mm/s max |
| 检测节拍 | < 10 秒 / 件 |

核心算法方案
采用图像模板匹配 + 缺陷特征分析的技术路线:
1. 模板建标——采集合格产品的标准图像,建立参考模板库。通过产品图像与模板进行比对,在图像范围内自动搜索差异区域。
2. 裂痕判定——对差异区域进行特征分析:深色区域判定为裂痕缺陷(不良品),浅色区域判定为加工痕迹(可接受)。系统仅检测与模板存在显著差异的目标缺陷,不误检背景干扰。
AOPS 系统特点
实测效果